


为使ya气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
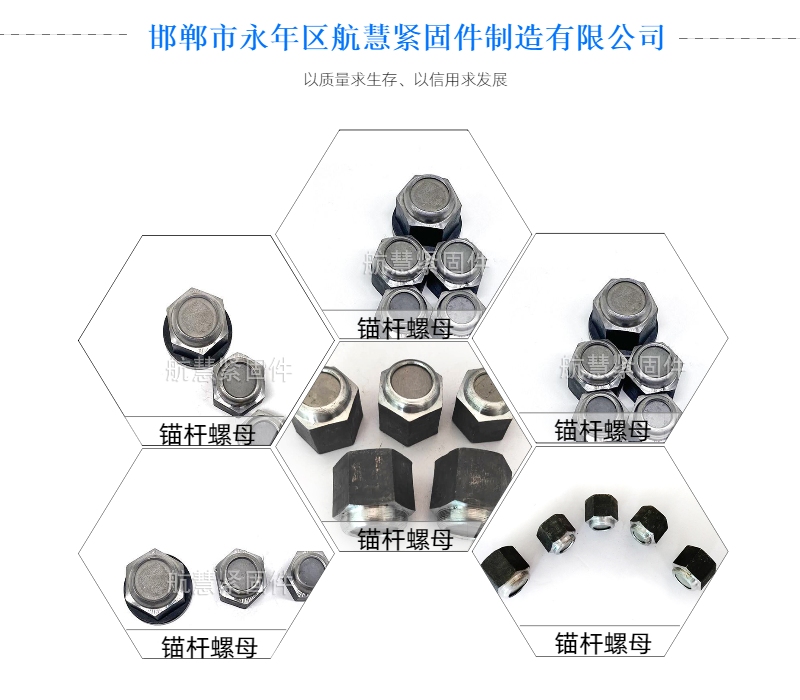
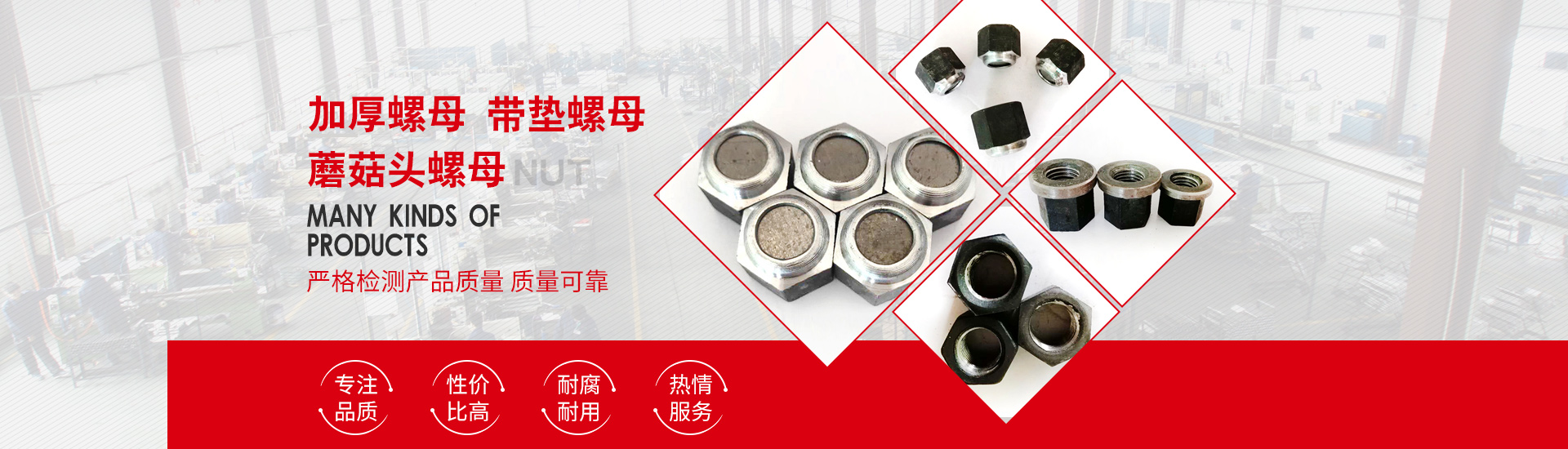
邯郸市永年区航慧紧固件制造有限公司生产:锚杆螺母,煤矿螺母,煤矿锚杆螺母,扭力螺母、带垫扭力螺母、六方带垫螺母、四方带垫螺母、蘑菇头螺母、煤矿锚杆用加厚螺母、煤矿锚杆用防松螺母、球型垫、坑垫等各种煤矿锚杆用螺母及配件,可按照用户要求订做各种异型件。







钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
邯郸市永年区航慧紧固件制造有限公司在今后的日子里,我们将再接再厉,建立更完善的营销服务制度,将合格的产品送到每一个需要我们的地方,热忱欢迎新老客户前来考察洽谈。本公司每一批产品都是经过检验才准予出厂,做到对客户负责,对自己负责!

1)钻孔成形并清孔;2)将安装有涨壳锚头的杆体直接插入成孔底部; 3)用力预紧杆体,保证锚头顶端与底部紧贴并左旋锚杆体直至旋紧后,再安装止浆塞、垫板、螺母; 4)连接常规张拉工具(例如锚杆拉力计),实施预应力张拉至规定值。
邯郸市永年区航慧紧固件制造有限公司在今后的日子里,我们将再接再厉,建立更完善的营销服务制度,将合格的产品送到每一个需要我们的地方,热忱欢迎新老客户前来考察洽谈。






 在线客服
在线客服 13463033806
13463033806 3306680053@qq.com
3306680053@qq.com


